Каким сварочным аппаратом лучше начинать варить. Узнайте, как правильно варить электросваркой
На даче, в гараже или же собственном доме постоянно присутствует необходимость выполнения какого-либо ремонта. Немаловажным значением для этого является наличие соответствующей техники. Одним из таких аппаратов является сварочный инвертор. С его помощью выполняются любые работы по сварке металлов, а также их резке. Это позволяет обходиться без привлечения дорогостоящих профессионалов при необходимости выполнения небольших объемов работ, а как правильно варить инверторной сваркой рассмотрим далее.
Сварка инвертором для начинающих становится непростым делом, если не получить теоретическую подготовку и первоначальную практику. Сварочная техника инверторного типа вполне доступна по цене, имеет различные классы как для новичков и любителей, так и для выполнения трудоемких процессов профессиональными сварщиками. Сама процедура сварки инвертором несколько сложнее, чем работа на обычном электросварочном аппарате, однако вполне доступна даже начинающим электросварщикам.
Принцип работы сварочного инвертора
Инверторное устройство получило свое название из-за принципа работы. На корпусе устройства имеется выключатель питающей сети, индикаторы наличия напряжения питания и перегрева, специальные разъемы для подключения кабелей, регулировочное устройство плавного или же ступенчатого переключения тока. Все модели оснащены ручками для удобства переноски. Помимо этого, некоторые экземпляры снабжаются дополнительными индикаторами величины сварочного электротока. Для ознакомления с устройством, а также выполнением работ посмотрите соответствующие видеоуроки по выполнению сварки инвертором для начинающих.
В инверторном аппарате электроток переменного напряжения 220 В преобразуется в постоянный, после чего сглаживается специальным электрофильтром. После этого, в расположенном внутри устройства блоке, происходит преобразование постоянного тока в высокочастотный переменный. Он понижается до необходимого значения напряжения для возможности получения электросварочной силы тока в 120-200 А.
Для такого двойного преобразования необходимы небольшие по габаритам трансформаторы, что позволяет значительно снизить массу аппарата. Данная техника обладает высоким КПД (порядка 90 %), а также значительно экономит электроэнергию. Для питания используется домашняя электросеть с напряжением 220 В или же промышленная 380 В для применения на производстве. Профессиональные экземпляры работают в нескольких режимах и предназначены для длительной эксплуатации без перерыва.

Принципы работы инвертором
Работа на электросварочном приспособлении данного типа проводится по аналогии с обычным аппаратом. Перед тем как варить инвертором, необходимо подробно изучить технологию работы. Расплавление металла происходит под воздействием горячей электрической дуги. Она образуется между свариваемым металлическим изделием и электродом. Для этого они подсоединяются через кабели к зажимам «+» и «-» на инверторном устройстве. Научиться самостоятельно пользоваться дома электросварочной техникой инверторного типа совершенно не сложно, хотя как правильно сваривать металл инвертором для новичков нередко становится проблемой.
Специальным регулятором на корпусе устройства устанавливается требуемый сварочный ток. Его величина зависит от значения толщины свариваемого изделия и его материала. Токовая величина контролируется при помощи стрелочной или же электронной индикации на корпусе электросварочного приспособления. Зажигание дуги проводится при подношении электрода к свариваемой детали под небольшим углом. Активация происходит при касании его к металлическому участку.
После появления сварочной дуги стержень располагается на небольшом расстоянии от детали, равном ориентировочно его диаметру и выполняется сваривание металла. По окончании процесса накипь, а также шлак с поверхности шва удаляются при помощи постукивания молотка или же другого металлического предмета. Лучше понять процесс поможет видео, где сварка инвертором изложена весьма подробно.
Подготовка к работе (рабочее место, электроды, оборудование)
Перед началом электросварочного процесса необходимо правильно подготовить рабочую площадку и необходимую оснастку. Варить можно на специальном металлическом сварочном столе или же на небольшой свободной площадке. Заранее подготавливаются зажимы и приспособления для надежной фиксации соединяемых деталей.
Рабочая площадка оснащается хорошим освещением и вентиляцией. Она освобождается от посторонних предметов, а также жидкостей, которые могут воспламениться от случайного попадания искр. Сварщик должен работать на специальном деревянном настиле, являющемся защитной мерой от возможного поражения электротоком.
Электрод следует подобрать по типу свариваемого металла, а также его толщины. Качество электросварки зависит от этого правильного подбора и настройки аппарата. Профессиональные сварщики учитывают еще и положение самого шва (горизонтальный или вертикальный), его глубину и прочие параметры. Под каждую марку металла выпускается свой тип электрода. Они отличаются своим составом и предназначением. Чтобы сварить сталь нержавеющего вида, чугун или же обычное стальное изделие необходимо правильно подобрать тип электродов. Существующие виды и типы можно .
Для инверторной электросварки применяются УОНИ, АНО, МР, ОЗС диаметром от 2 до 5 мм. На качество используемых электродов влияют условия их хранения и транспортировки. Подготовительный процесс, а также сама сварка для начинающих показано в видео с инвертором в качестве электросварочного оборудования.

Работа инвертором
Чтобы основы использования инверторной электросварки были более понятными, необходимо понять физическую суть образования соединительного шва. Металлические изделия завариваются при помощи электродов. Они состоят из металлического сердечника и специального покрытия – обмазки. Этот состав применяется для закрытия сварочной области от попадания кислорода.
При контакте электродного сердечника с металлической поверхностью возникает электрическая дуга. Под тепловым воздействием начинает плавиться обмазка и покрывать свариваемый участок. При этом ее часть испаряется, превращаясь в газы. Расплавленная в процессе работы обмазка сверху покрывается жидким металлом, который создает еще один защитный слой от кислородного воздействия. По окончании остывания получившийся шлак на месте сварки необходимо удалить.

Розжиг дуги
Разжигание электродуги начинается только после надевания специальной защитной маски. Это требуется для защиты сетчатки глаз от возможного ожога. Болевые симптомы появляются спустя некоторое время и сопровождаются жжением, а также прочими неприятными ощущениями. Если планируете работать со сварочным аппаратом, то необходимо знать, .
Розжиг выполняется одним из двух методов: чирканьем и касанием. Выполняя чиркающие движения по поверхности, провоцируется запуск дуги.
Чирканье проводится непосредственно в месте соединения металлов или же поблизости от него. После этого движения электродный стержень приподнимается над поверхностью на необходимое расстояние для удержания дуги. При касании производится постукивание по металлическому участку в начале будущего шва до появления электрической дуги.

Передвижение электрода
После розжига сварочной дуги проводится обучение движениям. На пластине из металла проводится мелом линия, имитирующая стык. После зажигания дуги начинает плавиться металл и появляется пленка расплавленного шлака. Этот участок именуется сварочной ванной. Именно ее начинает учиться двигать начинающий электросварщик. Для передвижения электродный стержень наклоняется под углом порядка 45-50°. Эта величина условная и влияет на ширину сварочной ванны.
Ведение электросварочного шва выполняется тремя способами:
- под прямым углом;
- углом назад;
- углом вперед.

Движение под прямым углом используется при электросварке в труднодоступных местах. При этом получается симметричная ванна, которая не слишком удобна. Заваривание углом назад предоставляет возможность для лучшего наблюдения за процессом и контроля за качеством. Этот способ используется для нижних швов, а также при выполнении прихваток. Применение сварки углом вперед позволяет получить хорошую глубину ванны в самом начале сварного шва. При этом видно, как дуга выдавливает металл и не позволяет ему покидать ванночку.
Наложение шва широкого типа требует выполнения циклических движений. Передвижение электродного стержня выполняется одним из нескольких способов, представленных на рисунке.

Учтите, что заваривать широкие швы необходимо с постоянным наклоном. При этом перемещается не сам кончик стержня ручкой электрододержателя, а весь электрод.
Контроль дугового промежутка
Одним из важнейших факторов, влияющих на качество электросварочных работ, является дуговой промежуток. При его малой величине (до 2-х мм) получается укороченная дуга. Она не прогревает место соединения, из-за чего образуется неглубокий провар. При расстоянии более 3-х мм увеличивается длина электрической дуги. Она становится нестабильной и не удерживает необходимое направление плавления. Кроме того, защитный слой не полностью покрывает плавильную ванну и увеличивается разбрызгивание расплавленного металла.
Для начинающего электросварщика существует непреложное правило – дуговой промежуток составляет 2-3 мм. При использовании инверторных моделей с соответствующими функциями для облегчения электросварочного процесса, необходимость выдерживания этого расстояния отпадает. В этом случае требуется всего лишь вести электрод по металлической поверхности.
Правила создания ровных швов
На качество сварного соединения влияет правильность наложения шва. Оно зависит правильности подобранного электрода, его угла наклона, а также длины дуги. Оптимальная величина расстояния от металлической поверхности до кончика стержня – 2-3 мм. При меньшей длине шов получается чересчур выпуклым из-за малой площади прогрева. Это значительно уменьшает прочность сварного соединения. Большой зазор дуги заставляет ее скакать и недостаточно прогревать место сварки. Полученный участок соединения будет ненадежным, а сварной шов – размазанным.

Полярность и установка сварочного тока
Подключение электрода к положительному выводу называется прямым, а к отрицательному – обратным. Оба метода сварки применяются для соединения металлических изделий, однако при различной толщине. Металлы до 3 мм лучше сваривать обратным методом, а толстые – прямым. Однако, этот подход не является непреложным правилом, вследствие чего пользоваться сварочником можно при любом подключении. В целом несложно понять, как именно работать инвертором при ознакомлении с основными правилами и сутью процедуры сваривания.
Физика заключается в передвижении электродов от отрицательного элемента к положительному. При этом они передают энергию поверхности, повышая ее температуру. Это означает, что деталь, подключенная к положительному выводу электросварки, нагревается больше. Данный процесс актуален при сварке изделий значительной толщины. Это позволяет их хорошо разогреть и получить качественный шов. При работе с тонким металлом не требуется сильный нагрев металлических изделий, поэтому они подсоединяются к отрицательному контакту инвертора, а электрод – к положительному.
Величину сварочного тока выбирают исходя из толщины и типа свариваемых изделий. Если при первоначально установленном значении получаются несвязные шовные полоски, необходимо повысить значение электротока. При сложности передвижения ванночки с расплавленным металлом следует снизить токовую величину на аппарате. От выбранного для электросварки электрода, а также типа инверторного устройства напрямую зависят настройки электросварочного процесса. Для облегчения выбора токовой величины воспользуйтесь таблицей.

Безопасность при работе
Перед началом электросварочного процесса следует позаботиться о безопасности. Для этого подбирается защитная экипировка, состоящая из перчаток на толстой негорючей основе, сварочная маска, спецодежда, защищающая от искр, и соответствующая обувь. Специальные стекла на маске должны предохранять глаза от электрической дуги разной величины тока. Удобным вариантом является использование «Хамелеонов», которые автоматически подстраиваются под мощность дуги.
Не стоит забывать об опасности поражения электротоком и противопожарных мерах. Ознакомление с процессом работы с инверторной сваркой, должно начинаться с изучения инструкции по безопасности при выполнении электросварочных работ. Кабели обязаны иметь целую изоляцию, все электрические соединения и подключения – закрытое исполнение. На полу разместите деревянную сухую подставку и пользуйтесь электросетью с защитными аппаратами. Огнетушитель, песок и вода всегда помогут погасить возникшее случайное пламя. Всегда помните, что от соблюдения мер безопасности зависит не только целостность оборудования, но также здоровье и жизнь электросварщика.
Профессия: «Электросварщик ручной дуговой сварки» Электросварщик
Сварочные работы используются практически во всех отраслях промышленности. Сложно назвать какой-либо сегмент производства, где не требовался бы труд сварщика. В качестве профессии для начинающих предоставляет возможность получения перспективной работы. Сварщики работают на стройплощадках, создавая системы различных коммуникаций и конструкций, в промышленности, применяя свои навыки и опыт, в кораблестроении, машиностроении, энергетике, сельском хозяйстве, нефтеперерабатывающей промышленности.
В первую очередь сварщик в совершенстве должен владеть сварочным оборудованием. При этом от него, как специалиста, требуется доскональное знание принципов его действия, подготовки оборудования к работе и выявления возможных неисправностей. Сварщик должен владеть технологией проведения сварочных работ от подготовки соединяемых поверхностей до зачистки сварного шва и обнаружении .
Специалист, выполняющий сварочные работы, должен знать, как правильно сваривать электросваркой, определить оптимальный режим для сварки различных материалов, выставить значение тока. Сложность работы газоэлектросварщика также заключается в том, что в процессе проведения сварочных работ изменение режима сварки может отрицательно влиять на их качество, поэтому крайне важно с самого начала правильно определить скорость сварки. Квалифицированные сварщики выполняют ручную дуговую сварку, и могут создавать довольно сложные металлоконструкции и трубопроводы. Сварщик должен знать, как обращаться с разными видами металлов: сплавами, сталями, (в том числе с ограниченной свариваемостью).
Как научиться варить электросваркой
Профессии сварщика обучают в колледжах, профессионально-технических училищах, курсах. Обучение проводится три года на базе девятых и два года на базе одиннадцатых классов.
Если же вы не собираетесь работать сварщиком, но хотите узнать, как научиться работать электросваркой, чтобы самому, при необходимости, уметь что-либо заварить, можете воспользоваться советами этой статьи, или литературой из серии «Электросварка самоучитель». Конечно при этом вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное — понять как правильно пользоваться электросваркой, изучить основы электросварки, научиться основным приемам работы.
Азы электросварки
Прежде всего, надо приобрести сварочный аппарат и электроды, которыми надо запастись в приличном количестве, так как в процессе обучения, их много придется испортить, прежде чем вы добьетесь первого положительного результата. Электроды для сварки своими руками выбирайте диаметром 3 мм. Для обучения в домашних условиях они самые подходящие, так как более тонкие подходят для очень тонкого металла, варить который могут только опытные сварщики, а более толстые сильно нагружают электросеть.
Электросварка своими руками
Для начинающих — нелегкое, но вполне осуществимое дело, хотя и требует большой усидчивости. Нужно только побольше практиковаться. А процесс обучения лучше проводить под присмотром профессионалов, которые могут помочь советом и исправить ошибки.
Чтобы понять, как правильно варить металл, воспользуйтесь каким-нибудь ненужным металлическим куском. Заранее поставьте рядом ведро воды. Ни в коем случае не выполняйте работу на деревянном верстаке. Соблюдайте осторожность, так как даже маленькие остатки уже использованного электрода могут вызвать пожар.
Надежно прикрепите зажим «заземления» к детали. Кабель должен быть хорошо изолирован и заправлен в держатель. После этого можете выставить значение мощности тока на сварочном аппарате. Оно должно соответствовать диаметру электрода.
 Пространственные положения сварного шва
Пространственные положения сварного шва Теперь можно попробовать зажечь дугу. Для этого установите электрод под углом около 60 градусов по отношению к заготовке. Очень медленно проведите по поверхности электродом. После появления искр прикоснитесь электродом к заготовке и приподнимите его так, чтобы зазор не превышал 5 миллиметров. Если все сделано правильно, то зажжется дуга. Такой зазор нужно поддерживать на протяжении всего времени работы. Учтите, что электрод будет выгорать. Перемещать его надо медленно. Если произойдёт залипание электрода, то качните им в сторону. Если дуга длиной 2 — 3 миллиметра не зажигается, то необходимо увеличить силу тока на . Старайтесь получить устойчивую дугу длиной 3 — 5 миллиметров между деталью и концом электрода.
Если у вас все получилось с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения (подробнее смотрите ниже). Расплавленный металл как бы «подгребайте» к центру дуги. В итоге должен получиться красивый шов, имеющий маленькие волны из наплавленного металла.
Для образования и удержания электрической дуги к свариваемому изделию и электроду от источника питания поступает сварочный ток (постоянный или переменный).
 Схема движения электрода
Схема движения электрода При подсоединении положительного полюса источника питания (анода) к изделию, производится ручная дуговая сварка прямой полярности. Если к изделию подключен отрицательный полюс, то выполняется сварка обратной полярности. Под действием дуги металлический стержень электрода (так называемый электродный металл), его покрытие и материал изделия (основной металл) расплавляются. Электродный металл, теперь представляющий собой отдельные капли, покрытые шлаком, поступает в сварочную ванну, в которой смешивается с основным металлом, при этом расплавленный шлак выходит на поверхность.
Величина сварочной ванны зависит от пространственного положения и режимов сварки, конструкции сварного соединения, скорости перемещения дуги на поверхности изделия, размеров и формы разделки соединяемых кромок и т. д. Она обычно колеблется в следующих пределах: ширина 8 — 15 мм, глубина до 6 мм, длина 10 — 30 мм.
Длиной дуги называется расстояние от одного активного пятна на поверхности сварочной ванны до другого на расплавленной поверхности электрода. При плавлении покрытия электрода над сварочной ванной и около дуги образуется газовая атмосфера, вытесняющая воздух из сварочной зоны сварки и предотвращающая его взаимодействие с расплавленным металлом. В ней также находятся пары легирующих элементов электродного и основного металлов.
Покрывающий поверхность сварочной ванны и капель расплавленного электродного металла, шлак препятствует их взаимодействию с атмосферным воздухом и способствует очищению от примесей расплавленного металла.
При постепенном удалении дуги металл в сварочной ванне кристаллизуется, образуя шов, соединяющий свариваемые детали. На его поверхности образуется слой застывшего шлака.
Техника ручной дуговой сварки
Залогом качественной сварки является правильное поддержание и перемещение электрической дуги. При слишком длинной дуге происходит окисление и азотирование расплавленного металла, разбрызгивание его капель и создание пористой структуры шва.
Ровный, красивый и качественный шов получается только при правильном размере дуги и ее равномерном перемещении. Оно может происходить по трем основным направлениям.

 Сварка с опиранием электрода
Сварка с опиранием электрода В результате все три движения, накладываясь друг на друга, создают достаточно сложную траекторию движения электрода. На практике у каждого опытного мастера есть свои навыки выбора траектории перемещения электрода. Классические траектории движения электрода, выполняемые при ручной дуговой сварке, представлены ниже на рисунках. Но в любом случае, траектория перемещения дуги должна выбираться так, чтобы кромки соединяемых деталей проплавлялись, образуя необходимое количество наплавленного металла и заданную форму шва.
 Нижние многослойные швы
Нижние многослойные швы В процессе выполнения электродуговой сварки металлов электрод может выгорать почти полностью — остается только небольшой кусочек стержня в зажиме держателя. Если к этому моменту шов не удается закончить, то сварку следует временно прекратить. После замены электрода надо удалить шлак и снова возобновить сварку.
 Схема движения электрода при выполнение вертикальных швов
Схема движения электрода при выполнение вертикальных швов Чтобы завершить оборванный шов, дугу зажигают на расстоянии 12 миллиметров от углубления, которое образовалось на конце шва и называется кратером. Для этого электрод возвращают к кратеру с целью образования сплава нового и старого электродов, а потом снова начинают его перемещать по первоначально выбранной траектории.
 Горизонтальный шов на вертикальной плоскости
Горизонтальный шов на вертикальной плоскости Преимущества ручной дуговой сварки:
- возможность выполнения работ в местах с ограниченным доступом;
- возможность сварки различных видов сталей благодаря очень широкому выбору выпускаемых типов электродов;
- возможность сравнительно быстрого перехода от одного соединяемого материала к другому;
- возможность проведения сварки из любых пространственных положений;
- простота и достаточно легкая транспортабельность сварочного оборудования.
К недостаткам электродуговой сварки металлов можно отнести:
- вредные условия процесса выполнения сварки;
- низкие производительность и КПД в сравнении с другими
Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.

Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d =3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 - 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.

На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Азы электросварки
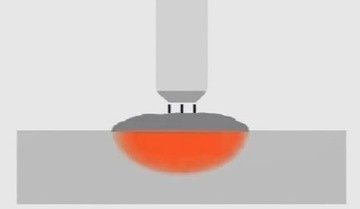
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.

Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
- перчатки из грубой ткани (не резиновые);
- для защиты глаз обязательно приобретите сварочную маску с установленным защитным фильтром, который подбирается с учетом величины сварочного тока. Удобнее для сварки применять маску хамелеон. Используемый в ней фильтр распознает дугу и затемняется под ее параметры. Обратите внимание, при низких температурах фильтр не успевает вовремя сработать, при температуре ниже -100С маска хамелеон не обеспечивает защиту;
- грубая куртка и брюки из натурального плотного материала, который не возгорается от искр в процессе сварки. Одежда должна надежно закрывать шею, имеет длинные застегивающиеся рукава, защищающие руки;
закрытая кожаная обувь на толстой подошве.

2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).

6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы.Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.

8.Приступаем к сварке.
У нас получится сварочный шов. Окалину (накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).

9. Вот, что приблизительно у нас должно получиться.

Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга

При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга

При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга

Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как правильно сформировать сварочный шов и какие бывают дефекты
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять - личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах.  Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает). 
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.
При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
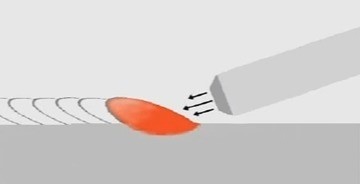
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.

При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки - движение сварного шва.
Дополнительное видео по теме:
Прямая и обратная полярность при сварке инвертором
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.
Влияние скорости подачи электрода
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Влияние силы тока
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.

Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
Сварочный процесс инвертором тонких металлических листов
 На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла - деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:

Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Рекомендуем вам еще:
Комментарии:
Facebook (X )
ВКонтакте (0 )
Обычные (37 )
- Анатолий
Очень хорошая и полезная статья! Мне прям понравилось ее читать, спасибо за столь детальный разбор различных нюансов в сварном деле. Будем практиковаться!)
- Володимир
Пане Майстер. я лише починаю зварювати підкажіть я виставив рекомендовану напругу але шось воно занадто спалює електрод і полярність ніби нормальна ну шось воно не те може і мені шось порадете.
- Дмитрий
Сварщик Киев, сварочные работы по доступным ценам
Если нужна помощь пишите, тут в комментарии, всегда поможем) - Антон
большое спасибо!!!
- Валерий Анатольевич
Очень полезное видео для начинающих, полезная информация в целом и полезный сайт! Спасибо! Удачи в Вашей работе!
- Татьяна
Мне нужен мастер, который бы приварил металлический венец к окладу иконы. Металл- латунь.
- Соня
Спасибо, статья очень понравилась и комментарии тоже
- Александр (Прораб)
Дорогие друзья, за этот месяц эта статья была просмотрена 8272 раза, что есть высоким показателем. Пожалуйста, рекомендуйте статью своим друзьям в соц сетях, чтобы принести еще больше пользы начинающим сварщикам.
- Александр
подскажите пожалуйста по полярности. +на электрод подключать или на массу.а то везде по разному пишут.сварка перестала проваривать метал отдал в ремонт после ремонта немного проработала и опять такая-же проблема сообщил мастеру а он сказал что электрод надо на — подключать а + на массу а в инструкции наоборот написано + электрод, — масса.
- Дмитрий
Мужики, хочу сказать следующее, практика сварки металла у меня достаточная. Сегодня варю метал как из пластилина поделку леплю, легко могу электродом троечкой, в потолке, заварить дыру диаметром 40-100мм без заплатки ну и так далее, короче в удовольствие. Такое умение, а это произошло лет 18назад, получил, как только начал видеть и различать цвет металла во время нагрева дугой. Поэтому считаю самым важным умением во время горения дуги: 1. отличать шлак от металла. 2. видеть температуру нагрева металла по его цвету. Научитесь данным вещам и вы обалдеете как всё легко и просто.
Точную стоимость обучения уточняйте у менеджеров.
Обучение сварщиков сварочному делу с нуля
Курс электросварщиков - это учебная программа для тех, кто желает освоить профессию сварщика, специалиста по ручной дуговой сварке «с нуля». Для обучения на курсе слушателям не нужно обладать начальными знаниями и опытом сварки и резки металлов.
Учебная программа построена на последовательном, поэтапном освоении профессии и технологии проведения сварочных работ с использованием электросварочных аппаратов, ручной дуговой сварки. Обучение сварщиков (электросварщиков) начинается с изучения основ теории сварки и резки металлов. Постигая профессию «с нуля», слушатели получат весь необходимый объем знаний для ведения успешной трудовой деятельности.
Начинается курс электросварки с изучения физических основы сварки, знакомства с техникой электробезопасности, правилами безопасности при проведении сварочных работ, а также оказанием первой помощи при получении травм. Заложив основу осуществления безопасных сварочных работ согласно правилам, нормам и требованиям, слушатели продолжат свое профессиональное обучение, подробно изучая виды сварочных аппаратов, контроль качества сварки, технологии ручной дуговой сварки покрытыми электродами и технологический процесс производства сварных конструкций.
Учебный центр ГЦДПО предлагает Вам уникальную возможность освоить востребованную профессию, пройдя обучение сварочному делу на краткосрочных курсах . Сварщик (электросварщик в частности) - это специалист, востребованный как в машиностроительном производстве, так и в строительстве. Качественное проведение ручной дуговой сварки, освоенное в нашем центре, будет являться гарантом Вашей постоянной востребованности и высокого уровня оплаты Вашего труда.
Учебная программа курса
Занятие №1.
- Основные сведения о сварке.
- Основные способы сварки.
- Сварочная дуга.
- Техника безопасности при проведении сварочных работ.
Занятие №2.
- Классификация сталей.
- Электробезопасность.
- Правила подключения электросварочного аппарата.
Занятие №3.
- Сварочные материалы.
- Присадочные материалы для ручной аргонодуговой сварки (РАДС).
Занятие №4.
- Понятие о деформации.
- Деформация и напряжение при сварке.
- Уменьшение напряженности и деформации.
Занятие №5.
- Понятие и показатели свариваемости.
- Горячие и холодные трещины.
- Коррозионная стойкость сварных соединений.
Занятие №6.
- Аргонодуговая горелка. Виды горелок.
- Схема подключения сварочного поста.
Занятие №7.
- Источник питания для РАДС.
- Обеспечение устойчивости горения дуги и требования к источникам.
Занятие №8.
- Аргонодуговая сварка.
- Техника РАДС.
- Повышение производительности РАДС.
Занятие №9.
- Устройство баллонов и требования к ним.
- Устройство редуктора.
- Активные и инертные газы.
Занятия №10.
- Подготовка металла к сварке.
- Обозначение швов и сварных соединений.
- Вспомогательные знаки для обозначения швов.
Практические занятий курса
Занятия №11. Подготовка оборудования для ручной электродуговой сварки.
- Инструктаж по организации рабочего места и безопасности труда.
- Подготовка оборудование для ручной электродуговой сварки.
- Подготовка деталей под сварку.
Занятия №12. Сборка и сварка труб, фрагментов ферм и металлоконструкций.
- Ручная электродуговая сварка трубопроводов d труб от 50 до 120 мм. Толщина стенки от 2 мм.
- Ручная электродуговая сварка фрагментов ферм.
- Ручная электродуговая сварка металлоконструкций.
Занятие №13. Сборка и сварка поворотных и неповоротных стыков труб.
- Сварка неповоротных стыков труб. Контроль качества сварных соединений.
Занятие №14. Подготовка оборудования для ручной аргонодуговой сварки в инертных газах (аргон).
- Оборудование для ручной аргонодуговой сварки в инертных газах(аргон) аппарат MagicWave .
- Технология сварки неплавящимся электродами в инертных газах (аргон).Способы сварки, приемы.
- Зажигания дуги при выполнении ручной дуговой сварки аппарат MagicWave
Занятие №15-16. Сварка ручной аргонодуговой сваркой металлоконструкций.
- Выполнение прихваток в нижнем положении шва.
- Аргонодуговая сварка нержавеющей стали.
Занятие №17-18. Сварка ручной аргонодуговой сваркой металлоконструкций.
- Аргонодуговая сварка алюминия и его сплава.
- Итоговая аттестация.
Сдача тестов, и итогового экзамена.
Чтобы иметь возможность в любое время осуществлять в домашней мастерской или на приусадебном участке работы, связанные с соединением элементов металлических конструкций, достаточно приобрести современный сварочный аппарат и узнать, как варить сварочным инвертором.
Сварочные работы уже давно получили широкое распространение не только на серьезном производстве, но и в быту
Конструкция и преимущества инверторных сварочных аппаратов
Большая популярность инверторного оборудования у домашних мастеров объясняется тем, что с помощью таких компактных аппаратов, отличающихся также и небольшим весом, можно выполнять качественные, надежные и аккуратные сварные соединения, даже не имея высокой квалификации.
Конструкция любого сварочного инвертора состоит из таких элементов, как:
- блок питания с выпрямительным блоком и фильтром;
- инверторный блок, преобразующий постоянный ток в высокочастотный переменный;
- трансформатор для понижения величины напряжения высокочастотного тока;
- силовой выпрямитель, предназначенный для получения постоянного тока на выходе устройства;
- электронный блок, выполняющий функции управления устройством.

Инновационные технологии, реализованные в конструкции инверторов, позволяют без особых проблем получать качественные сварные соединения. Такие аппараты из-за своей компактности не занимают много места, а благодаря легкому весу (5–15 кг) их без особого труда можно перемещать куда угодно.
Если научиться правильно работать на , с его помощью можно варить любые конструкции из металла. В комплект к каждому новому инвертору прикладывается инструкция, из которой собственник оборудования может почерпнуть много полезных сведений: как правильно подключить устройство, какой электрод выбрать для того, чтобы варить изделия из того или иного металла и др.

Схемы движения электрода в зависимости от типа шва (нажмите для увеличения)
Однако нередко в руки домашнего мастера попадает инверторный аппарат, инструкция на который не переведена на русский язык или вообще отсутствует. Очень важно научиться правильно , потому что при действиях наугад будет сложно качественно варить металл. Кроме того, можно столкнуться с выходом оборудования из строя.
Однако, если следовать общепринятым правилам, можно работать на любых моделях инверторов и эффективно решать все поставленные задачи. Внимательно изучив эти правила, посмотрите обучающее видео, которое поможет подкрепить теоретический материал наглядным.
Как подготовить оборудование к работе
Перед тем как вы начнете варить металл, подготовьте все необходимое оснащение, чтобы обеспечить свою безопасность: сварочную маску, специальную одежду из плотной ткани, рабочую обувь и перчатки, которые также должны быть выполнены из плотного материала.

Для того чтобы сварной шов получился качественным, необходимо правильно подобрать электроды. Их тип и диаметр выбираются в зависимости от металла, из которого изготовлены соединяемые детали, от толщины последних, а также от режимов выполнения сварки. Поскольку поверхности заготовок, которые предстоит сваривать, необходимо тщательно зачистить, вам также необходимо подготовить щетку с щетинками из металлической проволоки.
Перед тем как подключить инвертор к электрической сети, надо проверить, соответствуют ли параметры сети характеристикам подключаемого оборудования.
К таким параметрам относятся сила электрического тока и величина напряжения, которая должна находиться в интервале, оговоренном в паспорте на инвертор. Подключать аппарат к питающей сети следует через автомат, который предотвратит поломку оборудования, если в его электрической цепи произойдет короткое замыкание или величина напряжения резко увеличится по другой причине.

Перед началом сварки необходимо позаботиться и о состоянии рабочей площадки. Инвертор следует установить на ровную поверхность, а вокруг его корпуса должно быть достаточно пространства для того, чтобы обеспечить свободное движение воздуха, за счет которого происходит естественная вентиляция устройства. Не следует накрывать корпус аппарата тканью, которая ограничит поступление воздуха к его вентиляционным решеткам.
Процесс сварки сопровождается высокой температурой и разбрызгиванием расплавленного металла, поэтому на рабочей площадке не должно находиться никаких легковоспламеняющихся, огне- и взрывоопасных веществ.

После того как все подготовительные мероприятия выполнены, требования по безопасности соблюдены, можно приступать к следующим действиям:
- подключению силового кабеля и кабеля массы к соответствующим разъемам инвертора;
- фиксации кабеля массы на деталях, которые предстоит варить (для этого используется специальный зажим);
- подключению аппарата к питающей сети и выставлению на нем рабочих режимов сварки;
- фиксации электрода в сварочном держателе.
Последовательность и правильность выполнения таких действий хорошо демонстрирует обучающее видео. Теперь, когда инвертор подключен к электрической сети, а электрод в его держателе готов к работе, можно приступать к выполнению сварки.
Особенности выполнения сварочных работ с помощью инверторных устройств
Первое, что необходимо сделать, чтобы начать варить с помощью инвертора, – это зажечь электрическую дугу между поверхностью детали и кончиком электрода. Для этого последним совершают чиркающее движение по поверхности заготовки, в результате чего должна появиться яркая вспышка. Металл в зоне действия дуги начнет плавиться. Научиться правильно зажигать дугу и делать это быстро можно, просмотрев обучающее видео.
Выполняя сварку, важно следить за длиной дуги, которая должна примерно соответствовать диаметру используемого электрода (в таком случае детали будут равномерно проплавляться, что позволит сформировать качественный сварной шов). Следить за тем, чтобы такое проплавление проходило равномерно, необходимо на протяжении всего сварочного процесса.
На качество и надежность сварного шва оказывает влияние и полярность подключения силового кабеля инвертора и кабеля массы. Чтобы правильно выбрать такую полярность, необходимо точно знать, из какого материала изготовлены соединяемые детали. Большинство марок сталей и других металлов лучше варить на прямой полярности, лишь некоторые сплавы соединяют на обратной.

Конструкция современных сварочных инверторов обеспечивает плавное и эффективное регулирование рабочего тока, что делает работу с такими устройствами простой и комфортной даже для начинающих сварщиков. Судить о том, что сварочный ток выбран неправильно, можно по ряду факторов. Так, если он слишком мал, то сварной шов получается слишком выпуклым и узким, детали в таких случаях плохо проплавляются. Если же ток слишком большой, то происходит интенсивное разбрызгивание расплавленного металла, а на поверхности соединяемых деталей могут появиться прожиги.

Зависит выбор силы сварочного тока и от того, электродом какого диаметра вы собираетесь варить. Так, при сварке металла толщиной от одного до трех миллиметров электродами диаметром до 1,5 мм сила сварочного тока выбирается в интервале 20–60 А. В том случае, если используются прутки большего диаметра, которыми можно варить металл толщиной 4–5 мм, силу сварочного тока выбирают в пределах 100 А.
Просматривая обучающее видео или следя за работой квалифицированного специалиста, начинающие сварщики часто интересуются, зачем с поверхности готового сварного шва сбивают шлак. Делается это для того, чтобы, во-первых, проверить качество выполнения сварного шва, а во-вторых, придать готовому соединению привлекательный внешний вид. На шве, очищенном от шлака, видны все ошибки, допущенные при выполнении сварки.

Конечно, не стоит рассчитывать на то, что у начинающих сварщиков (или у так называемых чайников) сразу будут получаться красивые и качественные сварные швы. Мастерство, в том числе и в сварочном деле, не приходит сразу после ознакомления с теоретическим материалом и просмотра видео, оно нарабатывается только опытом.
Как правильно выбрать сварочный инвертор и электроды для него
Правильно подобранные электроды играют большую роль в формировании качественного и надежного сварного соединения. Научиться выбирать их невозможно по видео, для этого следует придерживаться общепринятых рекомендаций и следующих принципов.
- При работе со средне- и низкоуглеродистыми сталями используют углеродистые электроды.
- Легированные стали варят при помощи электродов, выпускаемых по ГОСТ 10052-75 и 9466-75.
- Для сварки изделий из чугуна применяют изделия марки ОЗЧ-2.

Классификация электродов по тину и назначению (нажмите для увеличения)




